Пресс: самодельный для работ по металлу и хозяйственных нужд – варианты, чертежи, изготовление

Производство немыслимо без прессовочных операций, а современное тем более: обработка металлов и вообще материалов резанием дает отходы, которые в конечном итоге сильно бьют по экологии и экономике. В домашней мастерской, в гараже, ИП-индивидуалу, работающему по металлу, также трудно обойтись без штамповки, ковки, правки, гибки, формовки (сплющивания), запрессовки и выпрессовки заготовок и деталей, но выбор прессов для индивидуального пользования никак не широк, а цены пугают. Не менее необходим пресс и просто на хозяйстве – для отжима сока, масла, тюкования сена. Сок/масло первого отжима можно получить только из специального пресса (см. далее); особо тщательно и со знанием дела нужно давить виноград на вино. А с выбором готового пресса и ценами на них ситуация сходная с предыдущей. Наконец, рост цен на энергоносители вынуждает многих домовладельцев задумываться о переводе автономного отопления на бросовое (альтернативное) топливо или, по крайней мере, как делать из имеющихся отходов ЛПХ (соломы, лузги, шелухи, опилок, стружек) топливные пеллеты или брикеты; для этого также нужен специальный пресс. Вот тому, как изготовить пресс своими руками для указанных и некоторых других целей (также см. далее), и посвящена эта публикация.

Самодельные прессы различного назначения
Когда надо покупать

Настольный ручной механический мини-пресс
Но вот когда пресс ни в коем случае не надо делать самому, так это когда вы занимаетесь точной механикой, оптикой, ювелирными работами. Все самодельные прессы особой точностью не отличаются: в домашних и/или кустарных условиях их лучше и не сделаешь. А неточный мини-пресс может сломать или непоправимо испортить малюсенькую незаменимую детальку, расколоть линзу, драгоценный камень и т.п. В этих случаях лучше все же приобрести настольный мини-пресс; из них ручные механические реечные (см. рис. справа) есть в широкой продаже и цены на них приемлемы.
Бить иди давить?
Прессовочные операции осуществляются в основном давлением и ударом. Ударная прессовка весьма экономична: от удара в металле заготовки возникает волна упругости, отчего металл лучше течет и меньше сопротивляется деформации. В практике любителей и мастеров-индивидуалов ударная прессовка широко применяется для холодной ковки металлов, особенно художественной. Ударные прессы выполняются чаще всего ударно-инерционными: энергия аккумулируется в механическом накопителе (маховике, падающем грузе). Затем накопитель вводится в зацепление с пуансоном пресса, который и бьет по заготовке. Ударно-инерционные прессы весьма компактны: такой пресс массой 1 т и размерами в плане ок. 1х1 м способен создать мгновенное усилие больше 1000 тс. Но ударная прессовка – одна из самых аварийно- и травмоопасных операций, поэтому далее будет рассмотрен только один вариант ударного пресса, пригодный для использования в домашней мастерской.
Какой делать?
Прессование давлением позволяет выполнять практически все необходимые в обыденной жизни прессовочные операции. Самодельные прессы выполняются чаще всего энергетически автономными, т.е. без отдельного привода, резервуаров рабочего тела, станций подкачки и пр. Выбор той или иной конструктивной схемы пресса определяется в конечном итоге его назначением и рабочим усилием.
В качестве встроенного в пресс силового блока проще всего применить автомобильный домкрат – он развивает усилие до 100 тс, а домкраты на 10 тс общеупотребительны. Единственная операция, с которой пресс из домкрата не справится – это формовка (сплющивание) концов прутьев при художественной холодной ковке.
Домкрат используется чаще всего гидравлический бутылочный (но см. также ниже). В таком случае гидравлический пресс можно сделать по одной из след. рамных конструктивных схем (см. рис.):
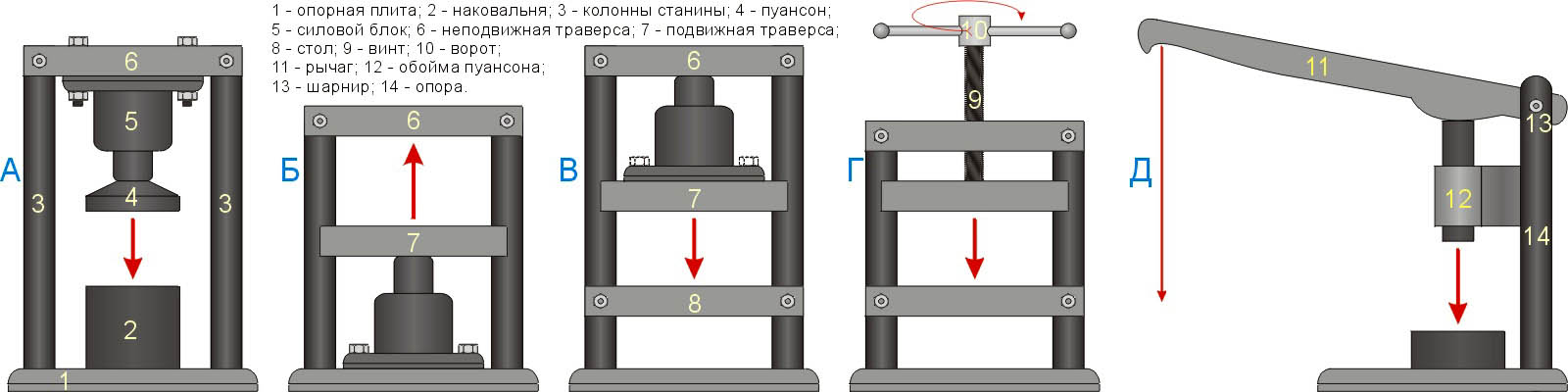
Основные конструктивные схемы самодельных прессов
- Поз. А – домкрат перевернут, наглухо закреплен на неподвижной верхней траверсе, а к головке рабочего штока домкрата крепится пуансон. Это самая простая и в то же время надежная и вибрационно устойчивая конструкция (о роли вибраций в работе пресса см. далее). Недостатки – если домкрат понадобился по прямому назначению, демонтировать его достаточно сложно и долго, а качать рычаг домкрата, висящего вверх ногами, не очень-то сподручно.
- Поз. Б – схема с подвижным столом. Конструктивно сложнее, т.к. добавляется подвижная траверса – стол. Качают домкрат как всегда, снять его просто, т.к. он может быть вовсе не закреплен. Недостатки – наихудшая вибростойкость; кроме того, технология большинства прессовочных операций рассчитана на то, что пуансон давит на заготовку или деталь сверху, а если наоборот, то сложно и может вовсе не получиться. Зато для ремонтных и/или механосборочных работ это оптимальный вариант: если нужно выдавить из шкива или подшипника намертво приржавевший к нему вал или, наоборот, напрессовать их на вал, то его (вала) длина ограничивается только высотой потолка в мастерской. В целом же гидропресс с подвижным столом из домкрата это наилучший вариант для гаража или СТО.
- Поз. В – с силовым блоком на подвижной траверсе. Конструктивно наиболее сложен, но виброустойчив, прочен и долговечен, т.к. нагрузка на самое слабое звено – подвижную траверсу – не точечная, а фактически рассредоточенная. Домкрат также может быть не закреплен, но, если вывернется и грохнется, последствия будут хуже, чем если свалится с опорной плиты. Недостаток – качать домкрат, который потихоньку ползет вниз, не вполне удобно.
Примечание: опорная плита – штука тяжелая, громоздкая, материалоемкая. Разместить пресс на плите в мастерской или гараже не всегда возможно. Поэтому раму самодельных прессов чаще всего ставят не на плиту, а на нижнюю неподвижную траверсу, конструктивно аналогичную верхней (см. далее). Виброустойчивость пресса от этого падает прим. вдвое, но для любительских условий это приемлемо.
Винтовой пресс с ручным приводом (поз. Г) позволяет создавать усилие максимум до 1,5-2,5 тс. В работе с металлом применяется, когда такого достаточно, в след. случаях (см. также видео):
Когда достаточно усилия прессовки менее указанных значений:
Видео: ручной винтовой пресс для мастерской
Видео: винтовой пресс 2/2
Видео: небольшой винтовой пресс
Как съемник:
Видео: самодельный пресс для снятия подшпиников, шкивов
Примечание: в качестве мини-пресса или съемника пригоден также конструктивно простой безрамный рычажный ручной пресс, поз. Д на рис. Но большее применение он находит в быту и хозяйстве (см. далее), т.к. с его помощью можно развить усилие не более 300-400 кгс.
Только ли гидравлика?
Самодельный пресс из домкрата может быть не только гидравлическим. Многие легковушки при продаже комплектуются ромбическим винтовым домкратом. Усилие он дает не более 2-2,5 тс, но дешев («новый, хороший» можно приобрести за 1300 руб.). Небольшое усилие не только недостаток: рама пресса с винтовым домкратом может быть сделана из деревянного бруса от 150х150, и к нему же возможно приспособить в качестве привода электродрель, см. рис.:
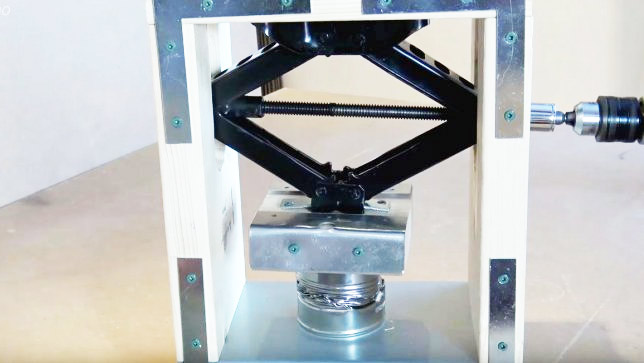
Самодельный механический пресс с электроприводом из винтового ромбического домкрата
Если максимум, что вам нужно – гнуть прутья до 8-10 мм, такого пресса на это хватит. И любопытный факт: автору статьи лет 10 тому назад довелось случайно познакомиться с деятелем, который, работая по 3-4 часа по первым 2-3 дням недели, зарабатывал 20-25 тыс. руб. в мес. В то время сумма немалая. Каким образом? Скупал за половину закупочной цены металлолома пустые металлические банки, плющил и сдавал уже по нормальной цене. Банок-то больше всего приносили пивных, они алюминиевые, а он дорогой. Жаловался, правда, что работа грязная – основной объем сырья притаскивали бомжи.
Прессовка и вибрации
Вибрации тянущегося при прессовке металла – бич большой промышленности, и прессы-гиганты, вроде того что еще из СССР поставил НКМЗ французскому «Форжалю», из-за этого представляют собой сложнейшие агрегаты. Но ИП и любителям тоже стоит обратить самое серьезное внимание на виброустойчивость пресса. Задир на каленом валу или шейке полуоси – неисправимый брак.
Пресс из домкрата: критические звенья
Вибрации при работе пресса нередко выдают себя скрипом и стоном металла. Механические напряжения в элементах его конструкции неслышимы и невидимы, но способны быстро свести на нет усилия и затраты его создателя, а сорвавшаяся траверса причинить увечье и ущерб. Поэтому к выбору конструкционных материалов для пресса и его технического исполнения конструкции в целом нужно отнестись не менее серьезно.
Ошибочным решением будет сварная рама из профтрубы (поз. 1 на рис. ниже): она практически не гасит вибрации, сварные швы от возникающих при прессовке усилий подвержены растрескиванию. Профтруба достаточно массивна, весьма упруга и потому является хорошим энергоаккумулятором. Т.е., если по одному из швов поползет трещина, тяжелая, с острыми углами траверса может мгновенно сорваться и отлететь в сторону.
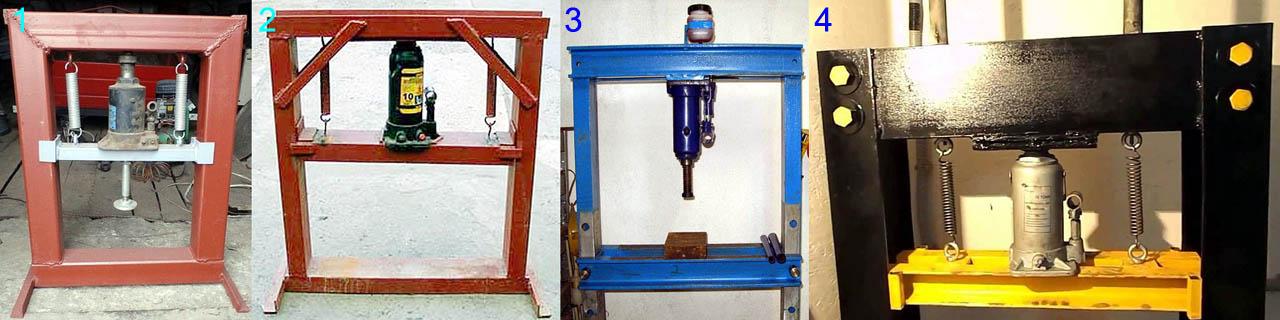
Примеры ошибочного и правильного технического исполнения рамы самодельного пресса
Раму самодельного пресса нужно делать из швеллеров, одинарных или спаренных. Двутавр подходит хуже: при малейшей асимметрии прижимного усилия относительно вертикальной оси рамы в полке двутавра возникают значительные поперечные напряжения, что данному виду профиля противопоказано. Кроме того, двутавр не предназначен для приема сосредоточенных нагрузок.
Сварная из одинарного швеллера рама с подкрепляющими укосинами (поз. 2 на рис.) будет достаточно надежной и устойчивой под нагрузкой прим. до 5 тс; 10-тонный домкрат для данного пресса слишком силен. Траверсы пресса на прижимное усилие до 12-15 тс нужно делать из спаренных швеллеров полками наружу, поз. 3. Это опять-таки оптимальный вариант для гаража или СТО: нет нужды делать в траверсах отверстия для прохода валов, недопустимо ослабляющие раму. Если же пресс предназначен для работы на максимальных усилиях (штамповка, формовка, гнутье), то лучший вариант – мощный одинарный швеллер (см. ниже) и рама, скрепленная болтами, поз. 4; сварка прихватами в данном случае технологическая, облегчающая сборку рамы. Болты, во-первых, исключат внезапное разрушение рамы. Во-вторых, будут хорошими поглотителями вибраций.
Какой брать швеллер?
Типоразмеры швеллера для рамы гидравлического пресса из домкрата выбираются след. образом (предполагается, что профиль из обычной конструкционной стали Ст44 или аналогичной, а траверсы цельные):
- На усилие до 2 тс – одинарный от 80х40х4 мм; спаренный от 60х30х4 мм.
- На усилие 2-5 тс – одинарный от 100х50х6 мм; спаренный от 80х40х4 мм.
- На усилие 5-10 тс – одинарный от 160х80х8 мм; спаренный от 120х60х6 мм.
- На усилие 10-15 тс – одинарный от 220х110х12 мм; спаренный от 150х75х8 мм.
- На усилие до 25 тс – одинарный от 280х140х15 мм; спаренный от 180х90х9 мм.
Из чего делать колонны?

Самодельный гидравлический пресс со спаренными круглыми колоннами
Колонны рамы пресса работают не на изгиб, как траверсы, а на растяжение, которому металл сопротивляется много лучше. Однако конструкция колонн в основном определяет виброустойчивость пресса. Швеллер в этом отношении не идеален, вибрации он гасит неважно. Для пробы постучите молотком по отрезкам швеллера и квадратной профтрубы – они звенят почти одинаково. Гораздо глуше будет звук от сплошного стального прута. Кроме того, круглые колонны пресса хорошо принимают на себя боковые нагрузки, особенно, если колонны спаренные. В таком случае пресс получается максимально компактным и легким (см. рис. справа), что значительно или полностью компенсирует его повышенную трудоемкость.
Примечание: если пресс рассчитан на небольшие усилия (механосборочные и ремонтные работы), то круглые колонны его рамы можно делать из труб, см. ролик:
Видео: пресс из домкрата
Примеры конструкций
Вибрационная и механическая устойчивость пресса весьма существенны при ремонте и техобслуживании автомобилей; особенно легковых. Задиры и перекосы посадки сопряженных деталей это еще не все, важен и внешний вид машины. Т.е., пресс, применяемый при рихтовке и/или тюнинге автомобиля, должен иметь как можно более плавный ход и быть максимально точен. Достигается это повышенной материало- и трудоемкостью конструкции: колонны делаются стальными точеными, а стол и траверсы из цельных металлических плит.
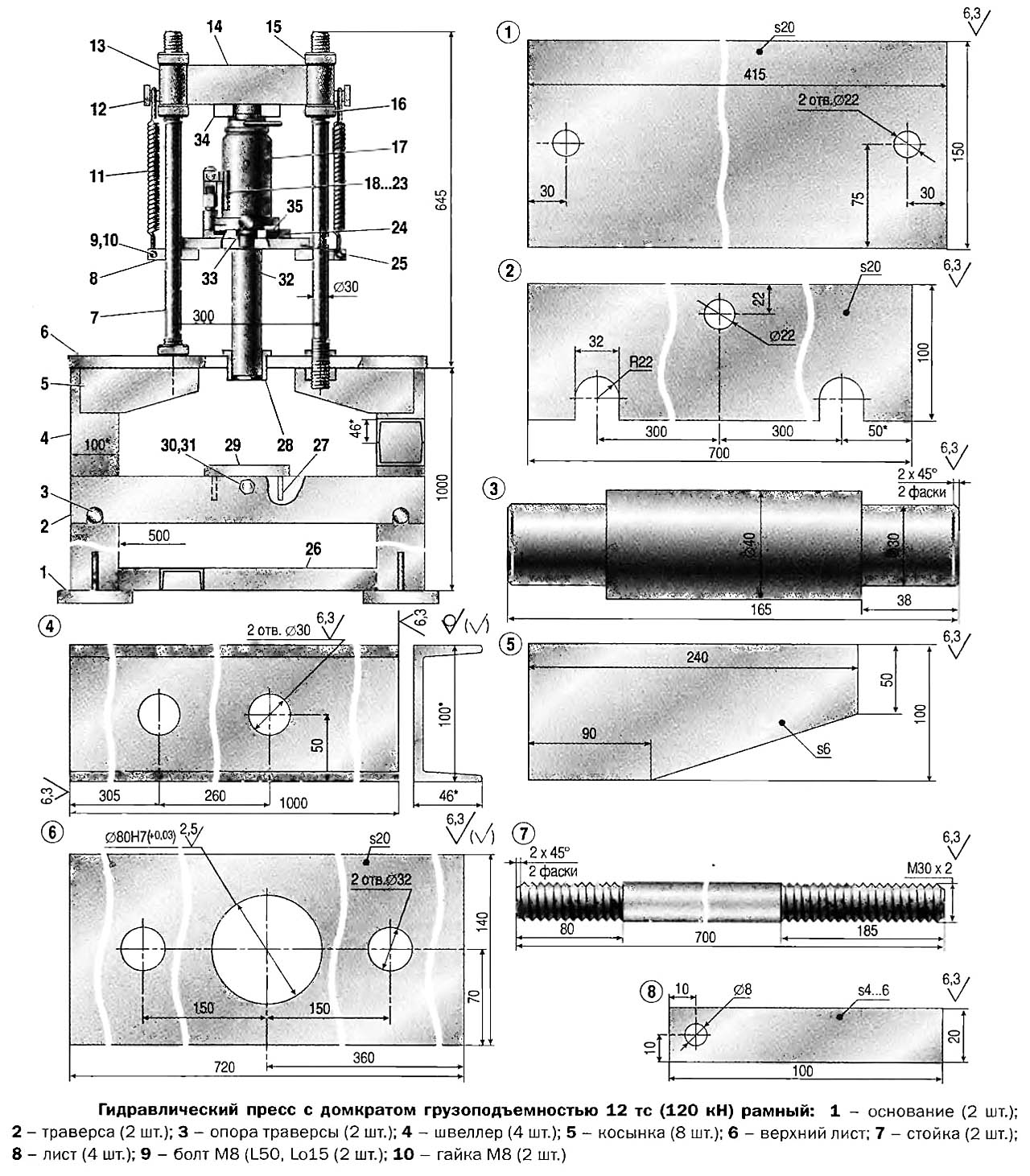
Чертежи гидравлического пресса из домкрата повышенной точности и устойчивости даны на рис.:
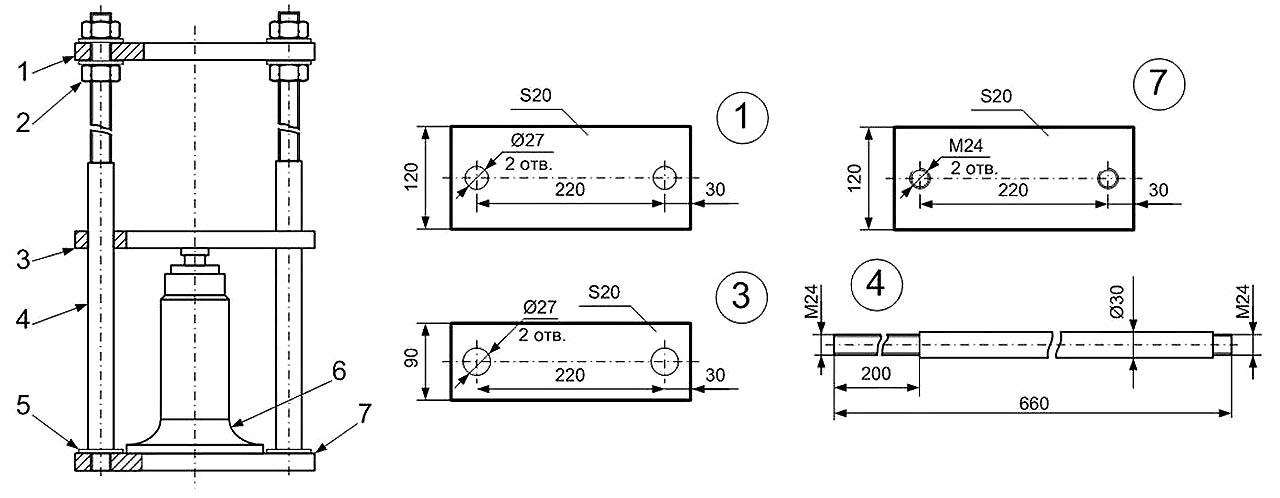
Чертежи гидравлического пресса (из домкрата) повышенной точности и устойчивости
Без ущерба для эксплуатационных качеств пресса в геометрическом центре его верхней неподвижной траверсы (дет. 1) можно просверлить отверстие диаметром до 40 мм для прохода вала/оси при напрессовке на нее сопряженных деталей или, наоборот, выпрессовки его из них. Максимальное кратковременное (10 мин/1,5 час перерыв) рабочее усилие – ок. 10 тс.
На след. рис. даны чертежи пресса подобной конструкции и технического исполнения, но уже производственно-технологического назначения.
Чертежи производственно-технологического гидравлического пресса из домкрата с усилием в 12 тс
Максимальное усилие уже регулярное долговременное: до 50% рабочего времени, поэтому и конструкция данного изделия много сложнее. Особенность этого пресса – двойная комбинированная рама. Ее ходовая часть на круглых точеных колоннах, а опорная сварная из швеллеров. Такая рама очень хорошо гасит вибрации практически любой моды. Дело в том, что механическая добротность квадратной трубы, сваренной из швеллеров полками встык, очень низка: попавшие в нее волны упругости, образно говоря, запутываются в металле неравномерной толщины и дополнительно гасятся в сварных швах. Еще об опыте любительского изготовления гидропрессов из домкратов см. видео:
Видео: пресс с перевернутым домкратом и рамой из профтруб
Видео:гидравлический пресс с подвижным столом
Видео: пресс с подвижной траверсой
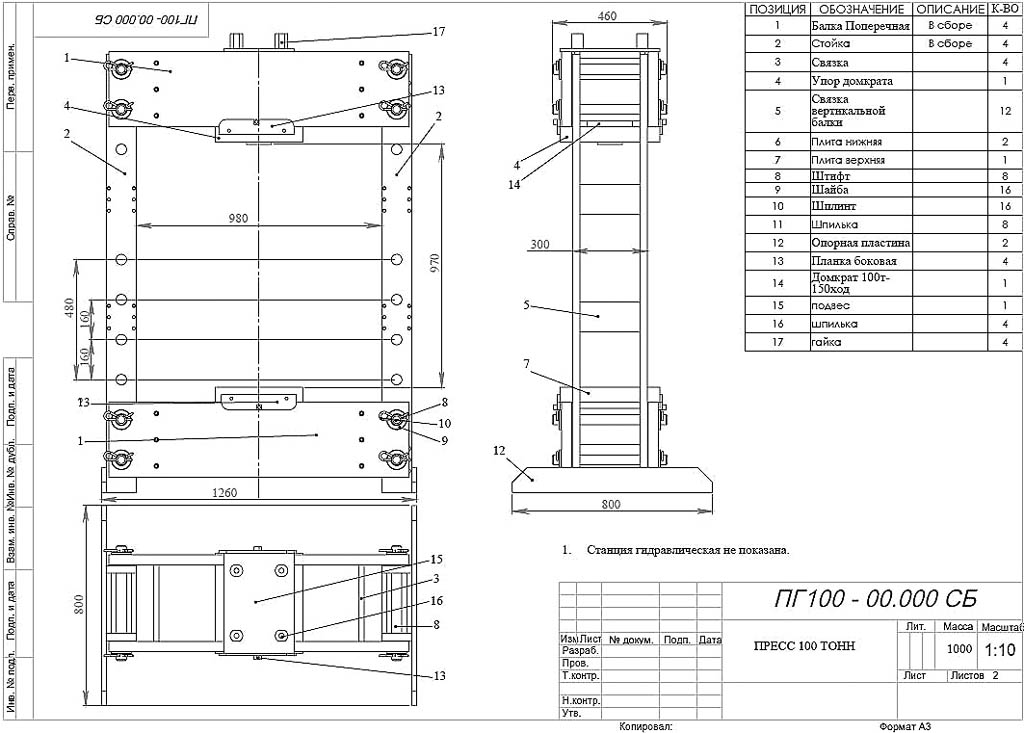
Примечание: на всякий случай – на рис. чертежи станины гидравлического пресса из домкрата на усилие до 100 тс.
Пресс-молот
Чтобы покончить с ремонтно-технологическими прессами, вспомним обещанное: каким образом в домашней мастерской или у ИП-индивидуала применимо ударное прессование? В виде педального пресс-молота; он может использоваться как ковочный, заклепочный и штамповочный.
Прессы такого типа называются еще рычажными молотами. Их прародитель – кузнечный молот с приводом от водяного колеса. Сила удара пресс-молота далеко не рекордная, всего несколько тс. Но вследствие описанных выше особенностей поведения металла под ударом рычажные молоты достаточно эффективны, тем более что силу и скорость удара можно регулировать соотв. характера нажатием на педаль.
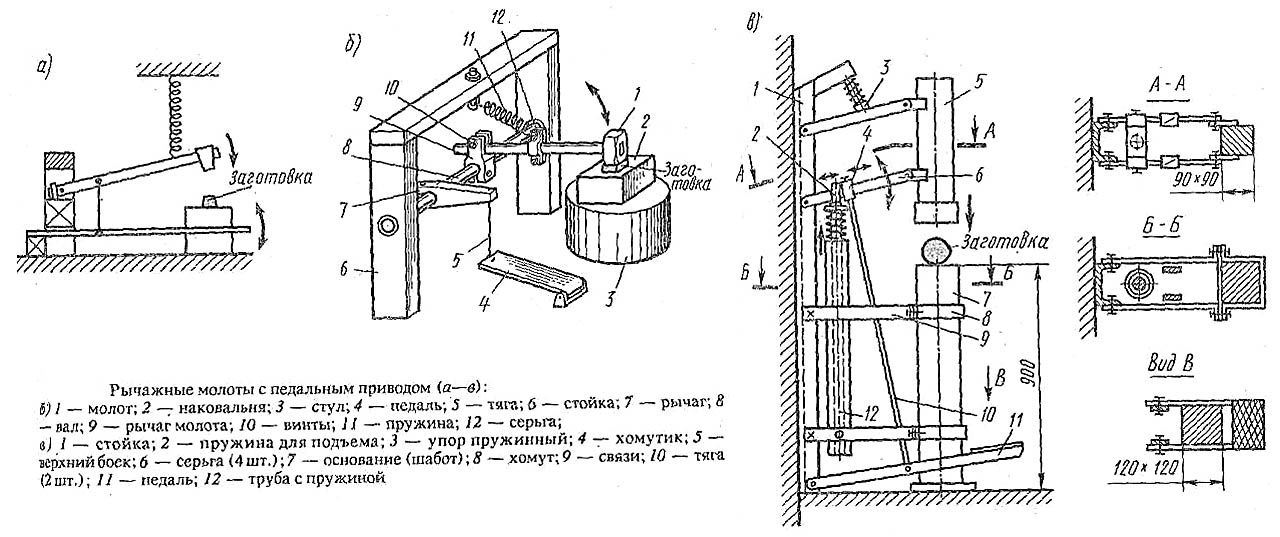
Устройство рычажных молотов для ударной прессовки
Кинематическая схема рычажного молота показана на поз. а) рис., а на поз. б) – устройство его традиционного типа. На поз. в) – устройство усовершенствованного рычажного молота: параллелограммная подвеска верхнего бойка (так в данном случае называется пуансон) на паре серег (качающихся рычагов) обеспечивает прямой удар, а перемещением хомута тяги (водила) по нижней серьге, как показано стрелками, точно регулируется сила удара. Пара пружин (нижняя – регулируемая) позволяет добиться механического безразличия бойка: в пределах рабочего хода он остается в любом положении, куда его поставят рукой; это дает возможность, не меняя веса бойка, точно регулировать запасаемую в нем кинетическую энергию. Такие рычажные молоты применяют даже ювелиры и яхтсмены – для установки в паруса мощных люверсов и сборки дельных вещей внатяг.
Примечание: по морской терминологии дельные вещи это недвижимые относительно корпуса судна предметы его снабжения, изготавливаемые на берегу в производственных условиях – кнехты, утки, роульсы и т.п.
Винтовые хозяйственные прессы
Первейшее хозяйственное дело, для которого необходим пресс – выжим сока и масла из сочных плодов. Последнее в РФ, правда, неактуально: оливки у нас не растут, а масло из семян давлением не выжмешь, его выбивают ударным прессованием на маслобойках. Прессы-соковыжималки часто делают по образцу производственно-технологических из домкратов в деревянной раме, т.к. усилие нажима требуется не более 1-1,5 тс, см., напр. видео:
Видео: пресс для яблок, ягод и фруктов
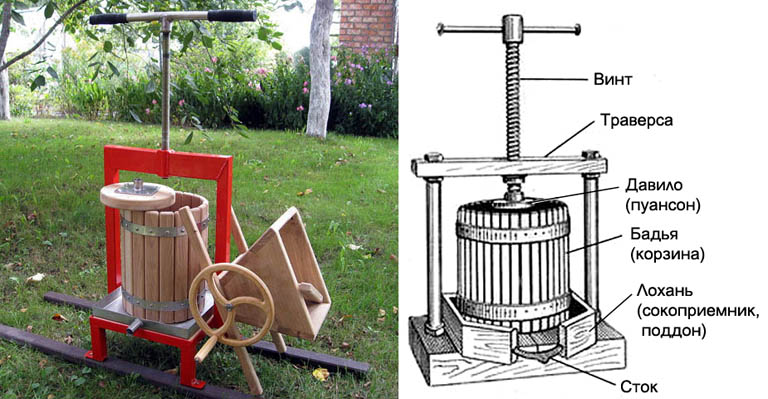
Ручной винтовой пресс-соковыжималка и его устройство
Винт дает рукам возможность чутко регулировать усилие нажима, а только из пресса с деревянной корзиной получается сок/масло первого отжима высшего качества. Если же речь идет о виноградном соке на элитное вино, но все контактирующие с ним части пресса выполняются также деревянными; лучшие породы для этого – выдержанный не менее 3-х лет дуб и шелковица (тутовник).
О виноделии и винных прессах
Виноделие вообще дело тонкое, и отжим сока на вино важнейшая его стадия. Сок на вино из элитных сортов винограда отжимается так: на вина класса Пино (pigno) вручную прямо из гроздей на лозах выбираются ягоды определенной степени спелости. Отборные ягоды давят в 3-5 приемов слегка, чтобы пустили только чистый сок без примеси слизистой мякоти, а косточки и кожица не успели выпустить танины. В отжимки от Пино добавляют остаток сбора урожая и давят обычным способом; таким образом получают сок на вино того же сорта категории Мосто (mosto). Настоящее Мосто тоже очень хорошее вино, но Пино… сами понимаете – ручной сбор по ягодке опытными высокооплачиваемыми работниками и полность ручной отжим «затаив дыхание». Поэтому приставка «Пино» к названиям дешевых разливных вин (кстати, очень часто весьма приличных) не более чем бессовестное жульничество. К сожалению, ныне узаконенное в большинстве стран с развитым виноделием.
Чертежи ручного винтового пресса для отжима плодовых соков высшего качества даны на рис.:
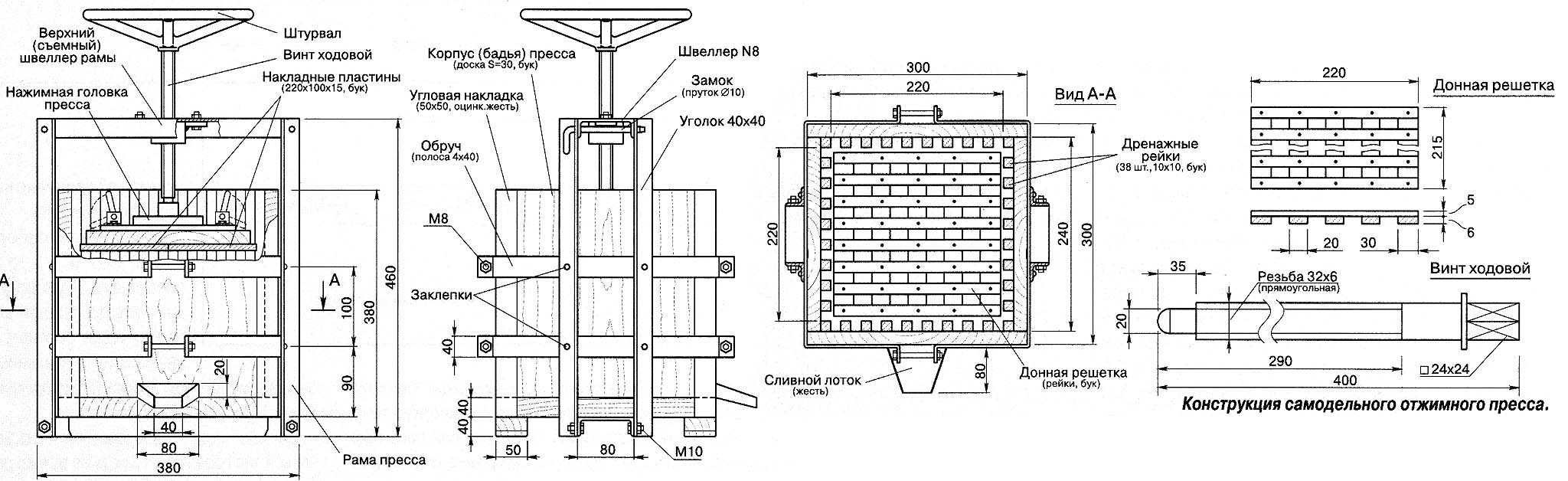
Чертежи винтового ручного пресса для отжима соков высшего качества
Помимо указанных, у него еще две существенных особенности. Первая – штурвал относительно небольшого диаметра вместо ворота. Ворочать ворот идеально равномерно трудно, усилие нажима в руку он передает слабо и загрузку сырья легко передавить. Второе – прямоугольная резьба ходовой пары винт-гайка. Лучше, но технологически сложнее – трапецеидальная; резьбы такого же профиля применяются везде, где необходим плавный точный прижим, напр. в слесарных тисках.
Проточить хотя бы прямоугольную резьбу сложно, а на заказ дорого, поэтому, если вы будете делать такой пресс, поищите в металлоломе негодную водопроводную или газовую магистральную запорную арматуру (вентили, задвижки). Их ходовые пары как раз с прямоугольной резьбой, которая, если отчистить от ржавчины, чаще всего в порядке – первыми приходят в негодность заслонки.
Примечание: подробнее об изготовлении пресса-соковыжималки с деревянной корзиной см. видео:
Видео: пресс для сока
Рычажные прессы
Ручной настольный рычажный пресс для установки металлической фурнитуры в швейные изделия
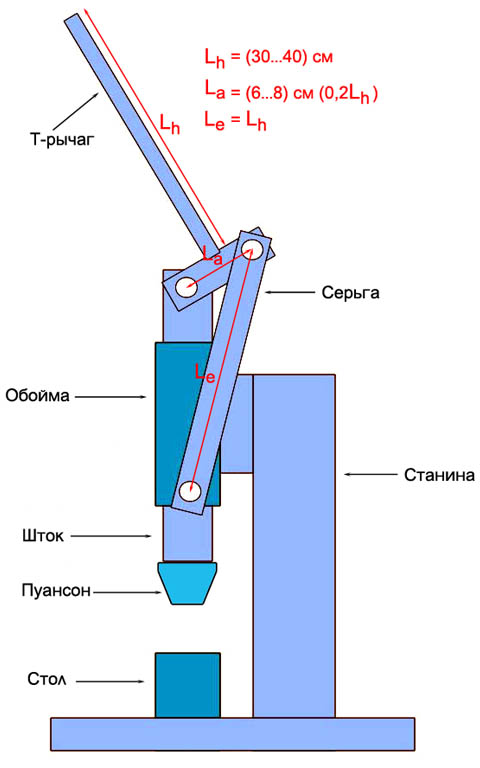
В быту и хозяйстве достаточно распространены и рычажные прессы. Напр., в швейном деле для установки люверсов, кнопок, застежек, плательных заклепок, джинсовых пуговиц. Устройство «портняжного» настольного ручного пресса показано на рис. справа. Для точной центровки прижима его шток скользит в обойме, как и в рычажном прессе со скользящим упором, см. выше рис. с типами прессов. Но кинематическая схема другая: в данном случае применена пара нажимной рычаг – серьга. В таком прессе усилие прижима достаточно плавно нарастает по ходу штока, что как раз и нужно для качественной развальцовки бортиков металлической швейной фурнитуры. В нижнем торце штока – глухое резьбовое отверстие (гнездо), в которое ввинчиваются фасонные пуансоны для различных видов фурнитуры.
Следующая прессовочная операция, которая часто требуется владельцам личных подсобных хозяйств и аграриям-частинкам, содержащим скот – тюковка сена. Умеренно спрессованное сено не только требует меньшего места для хранения и меньше рассыпается в его процессе, но и в гораздо меньшей степени повреждается вредителями.
Для прессовки сена на хранение выпускаются и продаются механизированные пресс-подборщики, но это дорогие и довольно сложные агрегаты. Оправдывающие себя только в достаточно обширном рентабельном хозяйстве. Владельцу ЛПХ или мелкому аграрию-индивидуалу по крайнем мере поначалу лучше обходиться косой, граблями и ручным тюковальным рычажным прессом для сена, устройство которого показано на след. рис.:

Рычажный ручной тюковальный пресс
Это корзина с открывающейся калиткой, простой, безо всяких кинематических хитростей, рычаг с соотношением плеч 1:6 – 1:10, и давило (пуансон) из дощатого щита. Сено в корзину с закрытой калиткой догружают – давят, догружают – давят до тех пор, пока не сформируется тюк желаемой величины; его вынимают, открыв калитку.

Ручной рычажный пресс для формовки топливных брикетов
Наконец, вспомним и о самостоятельной заготовке альтернативного твердого топлива. Топливные пеллеты, дающие при сжигании наименьшую зольность, формуются в шнековых термоформовочных установках достаточно сложного устройства, см. рис. справа. Их недостаток с точки зрения хозяина-частика еще и в значительном энергопотреблении, что может свести на нет экономию на закупках штатного топлива для печи или котла.
Гораздо проще соорудить настенный ручной рычажный пресс для ручного прессования топливных брикетов из сухих горючих отходов сельхозпроизводства, см. след. рис.:
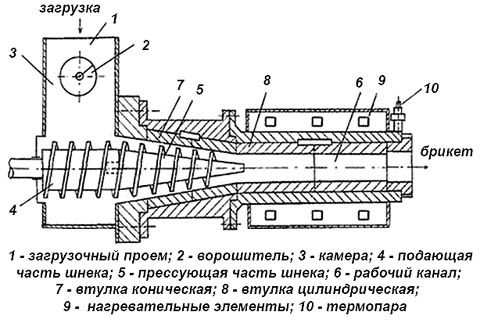
Схема устройства термоформовочной установки для получения топливных пеллет
Подробнее о его изготовлении см. видео в 2-х частях:
Видео: пресс для топливных брикетов
***
© 2012-2022 russianstreets.ru

Встречаются с адекватными и порядочными мужчинами, проверенные путаны в Ростове-на-Дону, для обоюдно приятного времяпрепровождения с комфортом в тихой и уютной обстановке. Красивые проверенные путаны в Ростове-на-Дону, страстные и желанные, они такие заботливые и стройные, что невозможно отказаться от удовольствия. Прелестницы ждут тебя.
 (1 оценок, среднее: 5,00 из 5)
(1 оценок, среднее: 5,00 из 5)






Нажимая кнопку «Добавить комментарий», я соглашаюсь с пользовательским соглашением и политикой конфиденциальности сайта.